


![]()
FILE
171
鋳造工程で発生するアンモニア臭の脱臭
◆ 実験課題
鋳造時に発生する臭気(主にアンモニア)に対してオゾンによる脱臭効果と弊社アクアオゾンクリーンシステムによる脱臭効果を評価する。
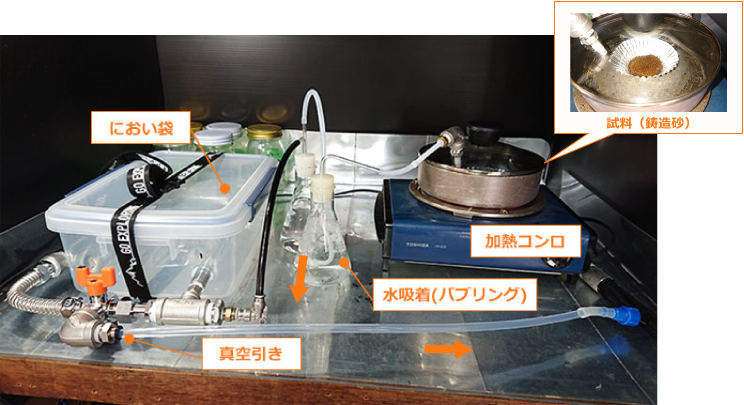
◆ 実験システム
・鋳造砂を熱したフライパンの中に敷いたアルミ箔に投入。
加熱した試料の砂の色が変化することで臭気がすることを確認。
・加熱することで発生した臭気をにおい袋に回収。これを脱臭処理前の原臭気とする。
・上記と同様に原臭気をにおい袋に回収し、におい袋内のオゾンガスが所定濃度になるように
オゾンを注入した状態のものをオゾンによる脱臭後の臭気とする。
・次に加熱で発生した臭気を水中バブリングし、におい袋に回収して水吸着後の臭気とする。
・さらに上記と同様に水中バブリングした排気をにおい袋に回収し、におい袋内のオゾンガスが所定濃度になるようにオゾンを注入した状態のものをオゾン+水吸着脱臭後の臭気とする。
この脱臭方式が当社のアクアオゾンシステムと同等の脱臭効果を得る。
脱臭効果については、嗅覚を用いた臭気簡易評価法(二点比較式臭袋法)による臭気濃度の測定結果を用いて下記式にて算出する。
脱臭効果 = 1-( 脱臭後の臭気濃度÷原臭気の臭気濃度 )
また、アンモニアの濃度についてもガス検知管による濃度測定をおこない評価する。
脱臭実験設備
◆ 実験結果
| 臭気濃度 | 臭気指数 | 脱臭効果 | アンモニア 濃度(ppm) |
アンモニア 除去率 |
|
| 原臭気 | 300 | 25 | ― | 200 | ― |
| オゾン脱臭 | 200 | 23 | 33% | 150 | 25.0% |
| 水吸着 | 80 | 19 | 73% | 2 | 99.0% |
| 水吸着+オゾン | 50 | 17 | 83% | 1 | 99.5% |
◆ 結論
オゾンのみの脱臭効果はアンモニア除去率と合わせても低調な結果であったが、水吸着または水吸着+オゾンによる脱臭効果は70~80%の結果を得た。また、アンモニアの除去率は99%以上の除去率を得たので水吸着+オゾンによるアクアオゾンクリーンシステムが有効であると考える。
◆ 考察
アンモニアをオゾンのみで脱臭するにはかなりのオゾン発生量を要するため大風量の排気設備には現実的でないと考える。
さらなる検討事項として、オゾン+反応促進ユニット(触媒)の組合せにより高い脱臭効率を達成する可能性がある。しかしながら触媒の寿命がどれだけ維持できるかが不明であり、合わせて評価が必要となる。


